What do industrial vacuum pumps do?
- What are the basic functions of industrial vacuum pumps?
- In which industrial sectors are vacuum pumps commonly used?
- What is the impact of vacuum pumps on energy efficiency?
- What are the key differences between different types of industrial vacuum pumps?
- Which features play a significant role in the selection of a vacuum pump?
What are the main functions of industrial vacuum pumps?
Industrial vacuum pumps are important equipment that plays a fundamental role in many industrial processes. The primary functions of these pumps include creating a vacuum in various industrial applications and shaping this vacuum according to user needs.
Firstly, vacuum pumps are used to evacuate the atmosphere by reducing pressure within a closed system. This enables the absorption and processing of gases or liquids. In the food industry, vacuum pumps are employed to extend the shelf life of products and create vacuum packaging in packaging processes.
In the chemical industry, vacuum pumps play a crucial role in critical applications such as evacuating reactors and creating a vacuum in various chemical processes for use. Additionally, in electronic manufacturing, they are used in delicate processes such as the production of semiconductor devices and vacuum coating of electronic components.
Vacuum pumps are also utilized in energy production, the healthcare sector, the packaging industry, and various other sectors to ensure the efficient execution of processes. The primary functions of these pumps enable industrial processes to proceed more efficiently, quickly, and reliably, contributing to the reduction of production costs, enhancement of product quality, and overall optimization of operational efficiency.
In which industrial sectors are vacuum pumps commonly used?
Vacuum pumps are versatile equipment widely used across a broad industrial spectrum, playing a critical role in various sectors. Due to their application in creating a vacuum and processing environments in diverse industrial processes, these pumps are commonly preferred in many industries.
The food industry is one of the sectors where vacuum pumps are frequently utilized. Extending the shelf life of products by creating vacuum packaging in packaging processes is a significant application in this industry.
The chemical industry stands out as an area where vacuum pumps are intensively used. Evacuating reactors, creating a vacuum in various chemical processes are just a few of the fundamental applications in the chemical industry.
The use of vacuum pumps is prevalent in delicate processes such as electronic manufacturing, the production of semiconductor devices, and vacuum coating of electronic components.
Furthermore, vacuum pumps find applications in various sectors such as energy production, the healthcare industry, the packaging industry, metallurgy, automotive, and aerospace. The extensive industrial use of these pumps contributes to increasing process efficiency, reducing production costs, and enhancing product quality.
What is the role of vacuum pumps in industrial processes?
Vacuum pumps in industrial processes are indispensable equipment playing a critical role in various sectors. The fundamental function of these pumps is to reduce pressure within a closed system, evacuate the environment, and shape this vacuumed environment according to user needs in various industrial applications.
In the food industry, vacuum pumps extend the shelf life of products through vacuum packaging, while in the chemical industry, they are used in critical processes such as evacuating reactors. In electronic manufacturing, vacuum pumps are preferred to provide a clean and controllable environment during the production of semiconductor devices.
Vacuum pumps are also widely used in various fields such as energy production, the medical industry, metallurgy, paper and printing industry. The role of these pumps in industrial processes aims to enhance efficiency in processes such as gas suction, material transfer, packaging, vacuum coating, thereby reducing production costs and improving product quality.
In conclusion, vacuum pumps stand out in industrial processes due to their reliability and versatility, enabling modern industrial facilities to operate efficiently and sustainably.

What are the main differences between the different types of industrial vacuum pumps?
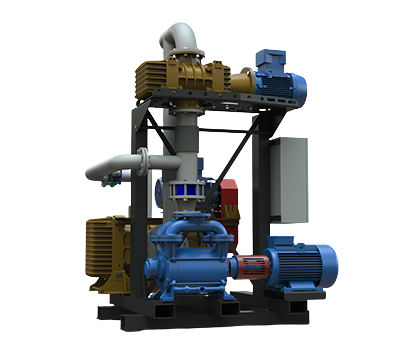
Industrial vacuum pumps come in various types, each excelling in specific applications. Here are the key differences among these pumps:
Piston Vacuum Pumps
These pumps create a vacuum through the reciprocating motion of a piston. They are effective in low-volume applications and generate pressure differences using mechanical movement.
Rotary Vane Vacuum Pumps
Operating by using rotating vanes to create a vacuum, these pumps are often preferred for medium-pressure applications.
Roots Blower Vacuum Pumps
Generating a vacuum using the gaps between two lobed rotors, these pumps are effective in high-flow and low-pressure applications.
Submersible Vacuum Pumps
Used for the absorption and transfer of liquids, they can be immersed in the liquid and are commonly employed in the chemical industry.
Diaphragm Vacuum Pumps
Operating through the oscillation of a flexible diaphragm, these pumps are used in precise applications, providing a clean vacuum.
Jet Ejector Vacuum Pumps
Creating a vacuum using high-speed flow, these pumps are often preferred for gas transfer in the chemical industry.
Each type of vacuum pump is more advantageous in specific industrial applications. The selection is made based on the intended use, process requirements, and the characteristics of the environment. These differences provide tailored solutions for the specific needs of industrial facilities, enhancing process efficiency.
Which features play an important role in vacuum pump selection?
The selection of a vacuum pump in industrial processes is a critical factor for the efficiency, energy savings, and process reliability of a business. Choosing the right pump provides optimal performance by offering a solution that aligns with application requirements. Here are some key features that play a significant role in the selection of a vacuum pump:
Vacuum Level
Depending on the application requirements, selecting a pump suitable for low, medium, or high vacuum levels is crucial. This determines how powerful the vacuum needs to be.
Flow Rate
Flow rate, which determines the pumping capacity of the pumps, has a direct impact on the speed of the process. The required flow rate should be chosen based on application requirements.
Material Durability
The material selection of pumps should ensure resistance to the type of liquid or gas used during the process. Chemical resistance is essential.
Energy Efficiency
The energy efficiency of vacuum pumps is critical for reducing operational costs and supporting sustainability goals. Pumps with low energy consumption should be preferred.
Ease of Maintenance
Maintenance ensures pumps operate efficiently and have a long lifespan. Easy and regular maintenance processes help reduce operational costs.
Environmental Compatibility
The environmental impact of pumps is a significant factor in modern industries. Environmentally friendly and low-emission pumps should be preferred.
Application Compatibility
Pumps should be compatible with specific application requirements, which is critical for process efficiency and reliability. Pumps tailored to the specific requirements of industrial applications should be selected.
Cost Effectiveness
Besides the initial investment cost, operational costs should also be considered. Long-term cost-effectiveness should be taken into account, in addition to being cost-effective initially.
These features are fundamental factors that need to be considered in the selection of a vacuum pump. Each feature should be evaluated based on the requirements of a specific industrial application and operational goals.