Why Create A Vacuum?

Why Create a Vacuum ?
Creating a vacuum has become a fairly common and often routine undertaking, but the commonness of the activity doesn’t belie the cost and difficulty of doing so. People struggle with vacuum technology on a consistent basis for a very good reason. Vacuums, to some degree, are a requisite part of carrying out processes and/or are an integral part of a product.
Every vacuum practitioner has been asked, at some point, just why they would need to go through all that trial, travail, and trouble to the point where they are risking the loss of their very last marble. “I have to do that, to do whatever it is I do,” might be a temporarily acceptable answer, but there are very real and simple answers. Basically, it’s necessary to remove a certain number of molecules from a container (chamber) in order to do whatever. If, then, you break the subject down a little bit; the question isn’t quite so daunting.
If we consider that creating a vacuum is nothing more than removing gas molecules from a container until the number of molecules per volume is less than the number of molecules in the same volume outside the container, we can begin to develop a set of reasons for doing so.
This lowered molecular population can be viewed as pressure, number of molecules, distance between molecules, number of molecular collisions, or number of collisions of molecules with a surface. Although all of these views are physically interconnected and mutually interdependent, any one of these possible reasons can be carried into a process description with its attendant requirements and justifications.
Both physical and chemical effects come into play either separately or in combination.

Physical Effects
Physical effects come into play where the physical properties of the gas or gases will either be the main concern of the process or will help or inhibit the process.
Pressure Differential
If gas molecules are removed from a pipe or vessel, there will be fewer impacts between molecules and a surface than would occur on the outside of the vessel where it is exposed to the atmosphere. The fewer the molecules, the fewer the collisions, and the lower the total force that will result.
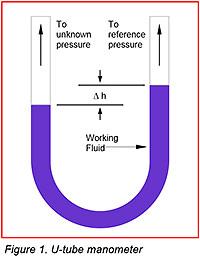
As with many physical effects, this can also be used to measure the pressure by using the pressure differential to apply a force that is proportional to the pressure. This is easily demonstrated by the U-tube manometer where a liquid column is balanced against atmospheric pressure by reacting to the differential pressure to result in a measurable liquid column height as shown in Figure 1.
In a practical process sense, this pressure differential resulting from removing molecules to reduce the number of molecules colliding with a surface can be used to provide force in both dynamic and static modes.
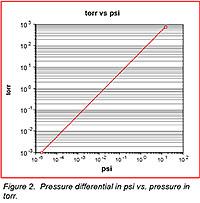
Dynamic applications often are used to move solid or liquid material though a pipe or duct where the higher atmospheric pressure drives the material toward the lower pressure in an attempt to equalize the pressure of both sides. Examples where motive force is required such as the pneumatic transfer tube, vacuum actuated filtration, or even the first subway abound. In a static sense, pressure differential is often used to provide a fixing in place condition such as vacuum chucks or hold downs. Figure 2 shows the pressure differential in psi as it varies with pressure.
Heat Transfer
Heat transfer at atmospheric pressure is predominantly effected by either di-rect transfer during gas molecule-to-molecule collisions or by molecular motion convection. If two objects at differing temperatures are placed in a chamber at atmospheric pressure, Heat will begin to flow from the hotter to the colder through the gas molecules; but if the pressure is reduced by removing some of the gas molecules, the distance between the molecules will become longer and the number of molecular collisions will become smaller resulting in a reduction of heat flow.
Lowering the thermal conductivity of the heat transfer medium (gas molecules) will mean that the hotter object will tend to retain its heat. If the pressure is continually reduced, the heat flow will also be continually reduced. Thus, the vacuum between the hot and cold objects will become a thermal insulator with the degree of insulation determined by the degree of vacuum (paucity of molecules) between them. This insulating effect of vacuum leads to a number of practical applications.
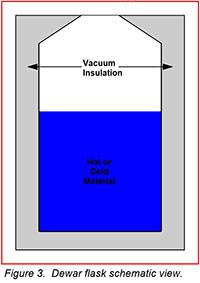
Perhaps best known is the venerable dewar flask or thermos bottle shown in Figure 3 that is commonly used to keep things hot or cold. This easily leads to other applications such as transfer lines for liquefied gases that are surrounded by an annular tube with a vacuum between the tubes to prevent heat from reaching the liquid and causing vaporization.
As with mechanical effects from pressure differentials, thermal conductivity can be used as a pressure gauging technique where a wire is heated by the application of constant power and the heat loss of the wire is indicated by its temperature which is either measured directly (thermocouple gauge) or by its resistance (pirani gauge).
The same effects as found with thermal conductivity can also be applied to sound or electrical insulation with some specific complex differences.
Vaporization
Virtually any material will vaporize if you get it hot enough, but vacuum processes tend to be mostly concerned with the vaporization of fluids. A fluid that has any volatility at all at room temperature will vaporize sooner or later at atmospheric pressure. In terms of a practical process, sooner will usually be better than later, so means to increase the vaporization rate can be important.
Since vaporization is really molecules of the liquid leaving the surface and not returning as liquid, increasing the rate of vaporization will mean increasing the number of molecules leaving in a given time.
At atmospheric pressure, the rate of loss will be relatively slow because of the high number of molecules directly above the surface. This means that a vaporizing molecule will probably immediately impact a gas molecule, lose its energy, and return to the liquid state. If, however, the liquid is within a chamber that has been evacuated to some extent, fewer molecules will be above the surface. This means that a vaporizing molecule will have a lesser chance of impacting a gas molecule because there are fewer molecules to hit, bigger spaces between molecules, and fewer molecules impacting the liquid surface.
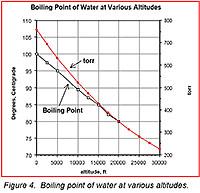
A practical example would be the difference in the boiling point of water between valley and mountaintop. When a liquid boils, it has reached a critical point where the heat being added to the liquid is instantly translated into vaporization so the temperature of the liquid will not change. As altitude is increased, the pressure is reduced so there are fewer molecules the inhibit vaporization and less energy is required for the vaporizing molecules to overcome the collisional losses from the ambient gas molecules. Figure 4 shows the difference in the boiling point of water at various altitudes.
A practical vacuum process would be vacuum distillation where it is necessary to separate two liquids with different vapor pressures. Flowing a film of the liquid mixture into an evacuated container at a fixed temperature would force or allow the most volatile liquid to vaporize at a low temperature because fewer molecules would be available to inhibit vaporization than would be present at atmospheric pressure.
Hence, fast distillation for a practical process. It must be understood that the container would need to be dynamically pumped to maintain a lowered pressure or the escaping molecules would soon cause the pressure to increase and would then lower the liquid’s vaporization rate. An example of this kind of process would be the distillation of mechanical pump oil where it is necessary to remove the high vapor pressure volatile components before it can be used in a vacuum pump.
Chemical Effects
Chemical effects come into play in most cases where the chemical reactivity and properties of the gases will either help or inhibit a process. This often concerns not only the particular gases in question, but also their respective concentrations.
Removing Reactive Gases
Any container, chamber, or plumbing will have been exposed to atmospheric air at some time during its history. Before any of these are used to contain or transfer pure process gases, they need to be evacuated to minimize the detrimental effects of the gases inside before the pure gas is introduced. If this were not done, it would be much like pouring a purified chemical solution into a dirty beaker. The degree of purity of the gas required would dictate the ultimate vacuum that was necessary since the population of the residual gases would all be considered as contaminants.
For example, an oxygen pressure of 10-3 torr would result in a contamination level of 1 PPM if the container was backfilled to atmospheric pressure with pure gas. This simple residual gas pressure concept can be misleading since the inner surfaces would be covered with desorbing water molecules which would bring the contamination level up to 10’s of PPM once the surface equilibrated with the pure gas. Hence, the total number of molecules in the container would be the main concern in this type of effect.
A practical application to illustrate this effect would be the venerable incandescent light bulb which would be evacuated prior to backfilling with inert gas. Any water vapor or oxygen left in the bulb’s body prior to backfilling become a chemically active contaminant which would react with the hot tungsten filament during operation and cause premature burnout.
Protection
Since many materials are subject to chemical reactions with air, it becomes necessary to remove molecules from the vicinity of the surface being processed. The only reasonable way to do this is to place the material in a chamber and use the atmosphere, or lack of it, to protect the material from a chemical reaction. In this case, the number of molecules of chemically reactive gas impacting the surface would be of prime concern.
In some processes, the chamber would be evacuated using the same concerns discussed above in that the chamber would be backfilled with inert gas following evacuation to remove as many reactive gas molecules as the process dictated. In others, the entire process would take place under vacuum to protect the material from chemical reaction.
Metallurgical processes are prime examples where a furnace might be evacuated and then backfilled with inert gas or hydrogen (reducing atmosphere) or the entire thermal process might be carried out while the chamber was under dynamic pumping conditions. In fact, such processes as vacuum brazing are often a combination in that the furnace, following initial evacuation, is pre-heated while filled with a hydrogen pressure, and just prior to reaching brazing temperature, the chamber is evacuated and then given a temperature spike to the brazing alloy flow temperature.
Combined Physical And Chemical Effects
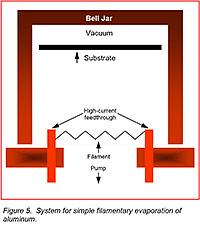
Thin film processes are prime examples of those processes that require a combination of physical and chemical effects. Consider the simple example of filamentary evaporation of aluminum onto a substrate as shown in Figure 5. A stranded tungsten filament is directly heated by high current until an aluminum staple melts and wets the filament. If the molecular concentration of chemically active gases is too high, the filament will oxidize and burn out. Additionally, the hot aluminum will oxidize. In this case, the number of impacts of active gas molecules with the surface are the prime concern. Although the heating could be done under an atmosphere of inert gas, this is only a segment of the full set of process parameter requirements.
Since the idea is to evaporate aluminum molecules onto the substrate, it must be possible for the evaporated aluminum to reach the substrate.
If the number of molecules between the evaporating aluminum and the substrate were too high, aluminum-to-gas molecule collisions would be so high that the aluminum would probably not be able to reach the substrate due to energy loss due to collisions. Additionally, a slightly lower gas molecule concentration could easily cause enough scatter in the concentration of evaporating aluminum that the film on the substrate will lack acceptable uniformity.
Conclusions
It is apparent, then, that all vacuum processes have particular requirements in terms of the number of residual molecules, and of course, the identity of those molecules in terms of chemical activity. An understanding of the reasons why those molecular effects in terms of their pressure, number of molecules, distance between molecules, number of molecular collisions, or number of collisions of molecules with a surface can lead to a better understanding of the process under consideration. Further thinking about the effects can then lead to a better process as improvements are contemplated with these selfsame effects in mind.
Further, considering the molecules can open better ways to communicate that understanding of the process.